Autonomous manufacturing has been spoken about for some time. With the maturation of technologies such as artificial intelligence and machine learning and the advent of dynamic, real-time digital twins, the pieces would all seem to be in place. But is the sector ready to take that step and cut humans entirely out of the process?
The starting point of any discussion around the prospects for autonomous operations within manufacturing needs a clear definition of what we mean by the term. It is a term that is often manipulated and twisted to conform to a particular company’s product offering. “Transitioning operations from automated to completely autonomous is not a one-step process,” Dick Hill, VP ARC Advisory Group, says. “Moreover, the transition is not merely a technology decision. In addition to safe and dependable operations, improvements to business effectiveness and value must be considered. To help industrial organisations understand where they are in the journey to autonomous operations, ARC Advisory Group has developed a five-level model [sidebar: Levels of Automation].
The introduction of new digital technologies into operational technology at both the plant and enterprise levels offer the potential to augment people and processes to an unprecedented degree. “Advanced functions, such as artificial intelligence (AI) and machine learning (ML), are changing how people work in industry,” Hill adds. “The central question is what role, if any, do autonomous operations now play in manufacturing plants and other industrial facilities, and what role will they play in the future?”
To answer these questions, ARC conducted a survey within the process industry early last year that shows that, currently, the best process operations are at a maturity level that, for lack of a better term, ARC defines as advanced regulatory. “The majority of responses show that over the next few years, the technology will allow appropriate plant operations to be run at a level of selected autonomy. Several respondents believe that some plant operations might eventually reach full autonomy. From a technology perspective, the ability to implement fully autonomous operations is fast approaching. However, the decision to implement this must also consider safety, reliability, and cultural issues.”
Tempering the technology hype
Automation has always played a critical role in manufacturing, but the hype of new technologies and techniques needs to be tempered with their limitations. Devices can have limited impact in isolation, and because manufacturing exists in a real-world setting, that means complex and interconnected real-world problems for direct experimentation and the pace of change.
“The low diffusion of robotics clearly illustrates this,” Mark Woods, chief technical advisor, EMEA, at Splunk, says.
Although more concentrated in larger manufacturing firms, a survey of 850,000 plants in America by the US Census Bureau found only one per cent are cautiously using them so far. “Just as the first industrial revolution was not about water but what it could drive, this current shift will not be about the devices and systems that create data – but how that data can be harnessed to transform production services,” Woods adds. “The potential of this data should be considered in a broader context than just optimisation of current processes. If made fully accessible, it can challenge preconceptions and provide a chance to innovate and experiment without downtime.
“Real-time visibility across operations by combining and correlating IoT, sensor, application, infrastructure and IT data to predict and prevent failures has and will continue to become a must-have for any competitive manufacturing organisation. This requires a robust and flexible data fabric to be widely accessible to the organisation at all levels. This is not a separate or isolated system but something that brings together the data already being produced with right-time analytics.
Understanding data is key
The challenge faced by manufacturers today is that they do not always have full access and control of their data. According to McKinsey, this results in more than two-thirds of organisations not widely deploying automation, often due to a perceived lack of resources and high-cost to scale. Having a holistic understanding of the data and targeted analytics makes it possible to shift operations from reactive to proactive, minimise unplanned downtime and avoid unnecessary costs.
AI and, specifically, ML techniques provide a critical analytical building block. According to ABI Research, the total installed base of AI-enabled devices in industrial manufacturing could reach 15.4 million by 2024.
“If successfully operationalised, ML can help direct management focus, direct shop floor workers in uncertain and even dangerous situations, or analyse mass volumes of temperature and vibration data to detect anomalies without the need for explicit programming,” Woods adds. “None of these benefits can be realised without an operationalised data fabric – ML becomes a risk if incomplete, irrelevant or poor-quality data undermines it.
“It is worth noting that ultimate success with data interpretation and automation can often depend on a surprising factor: the human element. Today, before a business can ask a meaningful question of its data or automate a resulting process, there must be data engineers, data scientists, ML engineers and infrastructure teams all working on stitching something together.
“Ultimately, the value will not come from what is handed to you by data engineers. It is in the people who have your domain expertise, can ask the right questions, and define the processes that automation can and will handle in the future. In that case, the real value will only come from providing the platform, training, and data accessibility to enable your staff to thrive.”
Smart devices produce production-wide data
According to Dr Stefan Penthin, global leader automotive at Bearing Point, autonomous manufacturing has arrived, at least within the automotive sector. Just as industry 2.0 electrified factories and industry 3.0 introduced robotics, within a matter of years, fully autonomous processes will be the norm in many sectors – the essence of industry 4.0, he explains. “Demand-driven MRP will enable factories to efficiently fulfil orders without the need of human control on an operational level,” he adds. “Autonomous production will enable companies to create self-controlled, self-regulated and optimised material flows and shop floors. Intelligent, decentralised robots will communicate and adapt to one another, each performing a role but all aligned to a common goal. Imperfect human intervention will be eliminated, allowing talent to be channelled towards more meaningful, creative tasks.”
Achieving autonomous production systems requires data to be identified, accessed, and contextualised, relevant use cases to be found, and the overall business value to be defined. It is a step-by-step process, and businesses that embrace the transition will gain a distinct competitive advantage. The only question remains: what are the steps required to make autonomy a reality?
Autonomous production systems are reliant on accurate, consistent, process-wide data collection and connectivity. Without data, autonomous systems are informed by only a partial view of the factory, leading to imperfect decision-making. Without connectivity, devices cannot be instantly controlled, causing inefficiencies.
“Smart devices are the first step to capturing and using data,” Penthin says. “By integrating sensors in all stages of manufacturing and networking these devices, data can begin to be used to inform decision-making. A human operator is still required to view, analyse, and action, but since all aspects of production are represented, decisions are grounded in a more precise representation of reality. On top of this, devices will also be able to be controlled remotely, whether they are stationary machines or robots moving within a facility.”
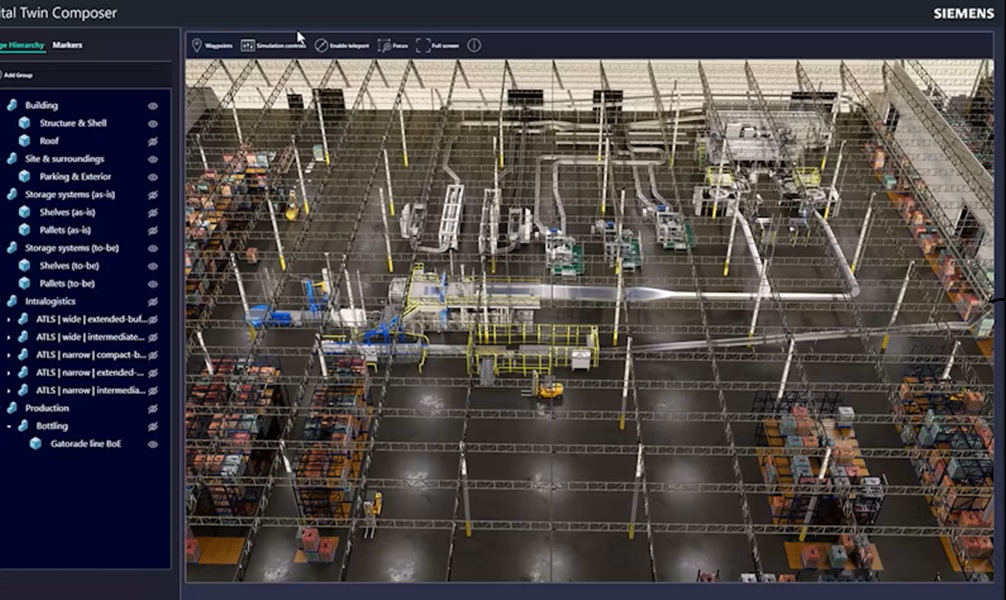
Once devices are made smart, digital device twins can be implemented. These are digital replicas of smart devices that allow operators to plan, optimise, strategise and innovate their manufacturing without influencing reality and causing downtime issues.